Вакансии
Для Вас:
— Трудоустройство по ТК РФ;
— Социальные гарантии;
— Санаторно-курортное лечение;
— Трансфер транспортом предприятия;
— Горячие обеды;
— Обучение по вакансиям за счет работодателя;
— Карьерный рост (вертикальный и горизонтальный);
— Надбавки и отпуска за вредность;
— Бесплатный спортзал;
— Участие в культурно-досуговой жизни предприятия;
— Новогодние подарки детям.
Телефон отдела кадров: 8 (846) 498 82 37
Цех механической обработки
КомпанияООО «Лидер-Тюнинг» предлагает полный спектроказания услуг по:
- проектированию,
- изготовлению,
- восстановительному ремонту,
- сборке и доводке прессформ и штампов.
- возможность закалки, азотирования, нанесения хрома на поверхность рабочих форм.


А также:
- черновая, получистовая и чистовая обработка алюминия, чугуна и различных видов сталей.
- изготовление корпусных узлов и различных приспособлений.
- изготовление продукции под ключ от закупки металла до тестовых испытаний.



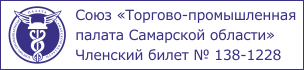
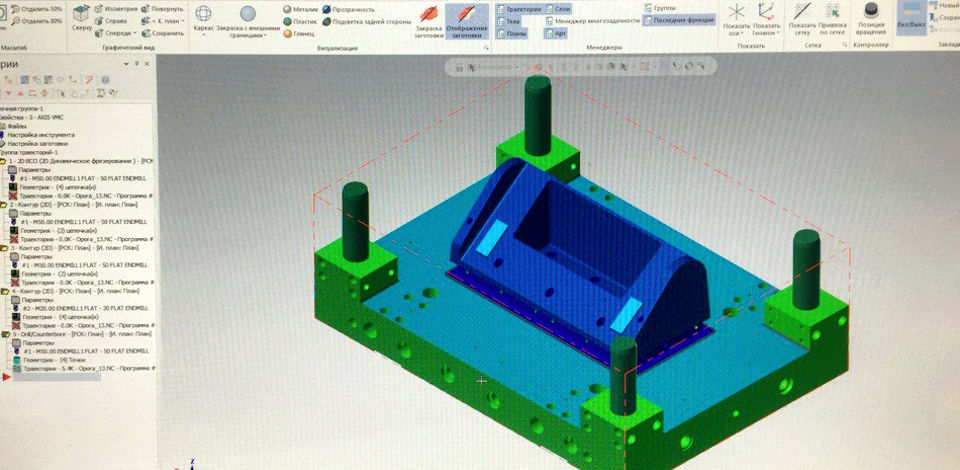
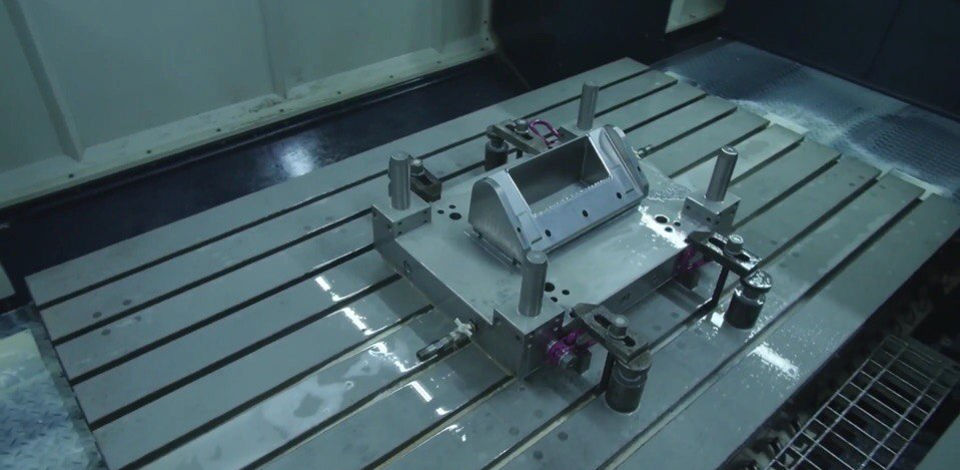
Используемое высокоточное оборудование, такое как портальный фрезерный трехосевой станок с ЧПУ FourStarFD-1827 и электроэрозионный прошивной станок Hanspark CNC-EDM-HE130B, а также квалифицированный персонал позволит в кратчайшие сроки изготовить различные детали по требованиям заказчика.

FourStarFD-1827 — многоцелевой двухколонный портальный станок с неподвижным порталом. Массивная чугунная конструкция станка позволяет максимально поглощать вибрации при высокоэнергичной обработке. Жесткость рамной конструкции, состоящей из массивной станины, двух колонн и мощной крестовины, позволяют добиться высокой стабильности позиционирования и мощности при механической обработке.
Макс. нагрузка на стол 13000 кг
Размер стола (длина × ширина) 1500х2500 мм
Перемещение по оси X 2700 мм
Перемещение по оси Y 1800 мм
Перемещение по оси Z 800 мм
Расстояние шпиндель/стол 200 – 900 мм
Конус шпинделя BT 50
Частота вращения шпинделя 10000 об/мин
Точность позиционирования ±0,015 мм
Использование автоматических устройств измерения заготовки TC50 (BLUM) и инструмента Z3D (BLUM) обеспечивает высокую точность базирования, сокращает время на установку и базирование детали, позволяет установить деталь с привязкой к ЧПУ станка, позволяет произвести измерения размеров заготовки в процессе ее обработки, а также используется для контроля обработанных после переналадки станка деталей.
Также имеется механическая съемная голова, позволяющая вести обработку под разными углами.
Большие рабочая зона и ход по осям позволяют вести обработку крупногабаритных изделий. Высокая точность позиционирования позволяет выполнять координатно-расточные операции, а также вести профильную обработку.
Использование современного режущего фрезерного и расточного инструмента компаний SGS, DEREK, KORLOY, ISCAR позволяет достичь качественного изготовления продукции высокого квалитета точности и шероховатости.

Электроэрозионный прошивной станок Hanspark CNC-EDM-HE130B.
Данное оборудование под управлением ЧПУ дает возможность обрабатывать детали высокой твердости, а также за счет различного профиля электродов добиваться обработки трудно доступных мест. Достигая шероховатости Ra0,8. Возможность использования двух независимых узлов, позволяет производить одновременную обработку деталей с двух сторон или двух различных заготовок.
Макс. нагрузка на стол 6000 кг
Размер стола (длина × ширина) 1500х800 мм
Перемещение по оси X 1300 мм
Перемещение по оси Y 700 мм
Перемещение по оси Z 600 мм
Точность позиционирования ±0,015 мм
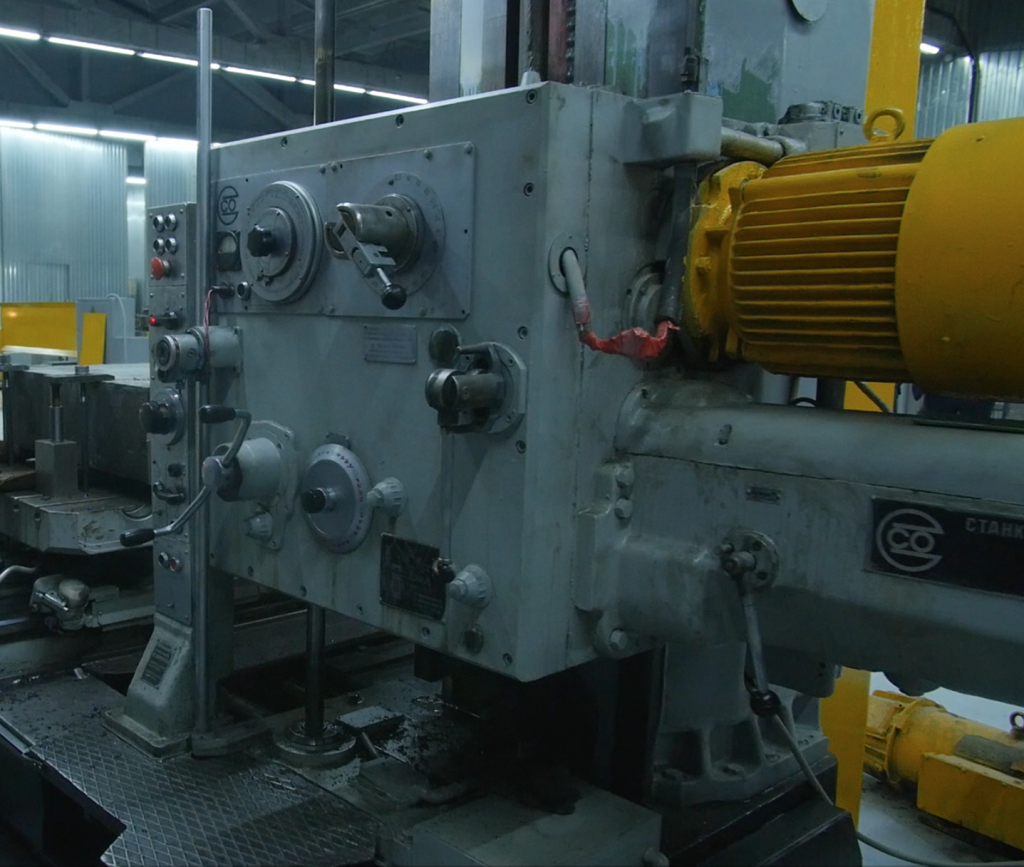
Для черновой и получистовой обработки используются вертикально-фрезерный (6С12П) и горизонтально-фрезерный (2А622) станки.

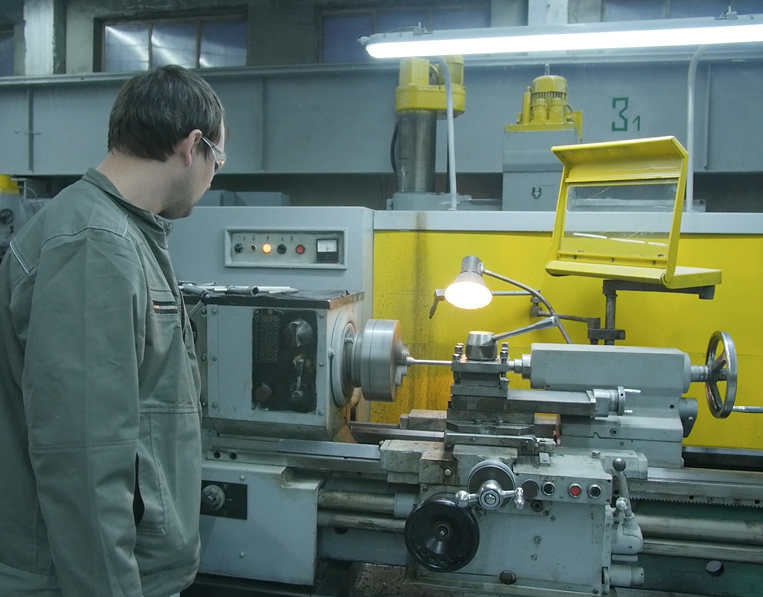
Имеются токарный и радиально-сверлильный станки:

Осуществляется закалка и отпуск изготовленных изделий в вакуумной печи:
— размеры рабочей камеры (ДхШхВ), не более – 1200х900х750 мм;
— максимальная масса садки, не более – 1200 кг;
— максимальная температура, не более – 1300 C°.
Есть возможность провести каталитическое газовое азотирование (КГА) с контролем азотного потенциала.
Технология каталитического газового азотирования по своей стабильности и эффективности в несколько раз превосходит традиционный процесс.
Достоинствами технологии является гарантированное получение заданного азотированного слоя с минимальным разбросом по поверхности, получение поверхности с высокой твердостью, теплостойкостью, высокой износостойкостью и коррозийной стойкостью, высокой усталостной выносливостью:
— размеры рабочей камеры (ØхВ) не более – 600х900 мм и 1000х2000 мм;
— максимальная масса садки не более – 300 кг и 1200 кг;
— максимальная температура — 700 C°.
Технология SMC
SMC (Sheet Moulding Compound) – препрег, представляющий собой листовой, предварительно пропитанный термореактивными смолами, загущенный, стеклонаполненный компаунд.
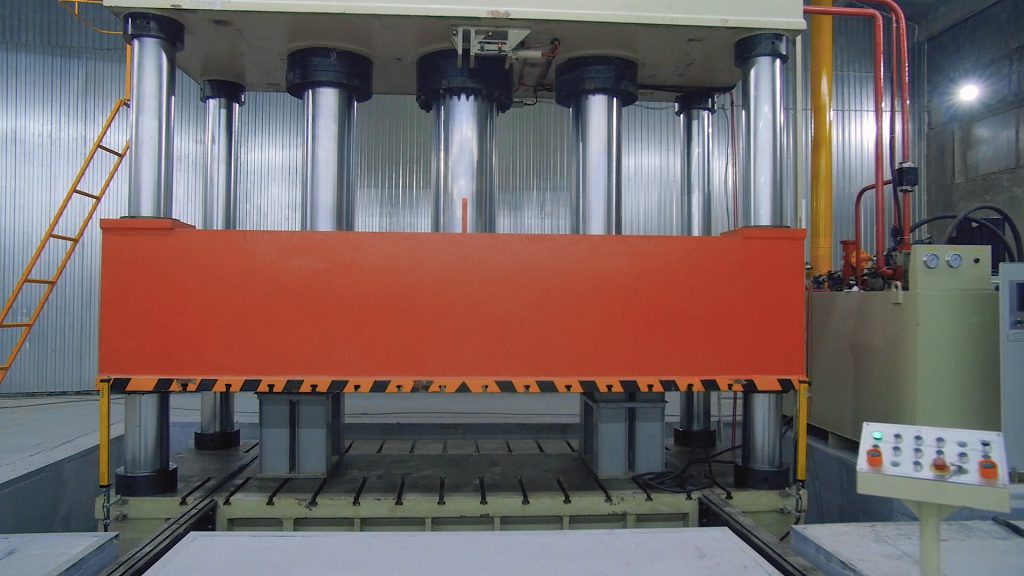
Метод прямого горячего прессования из текучих препрегов (технология SMC) позволяет производить изделия сложной геометрии средними и крупными сериями (от 10000 изделий в год). В качестве исходного материала используется SMC препрег – волокнистый прессматериал.
Препрег перерабатывается в конечные изделия в автоматических гидравлических прессах.
Данная технология является передовым и высокопроизводительным способом изготовления деталей из полимерных волокнистых композитов.
Цикл изготовления детали в среднем не превышает пяти минут. При этом получаются прочные, однородные по объему (без воздушных включений и дефектов) изделия с высоким качеством поверхности.

Преимущества данной технологии
Всей группе SMC препрегов (текучих препрегов) присущ ряд свойств, резко отличающих их от остальных конструкционных материалов.
Благодаря своим высоким механическим характеристикам в широком диапазоне температур, превосходной коррозионной стойкости, невысокой стоимости, SMC может эффективно заменять традиционные материалы в различных отраслях промышленности.
- повышенная точность (низкие допуски), практически не требуется дополнительная обработка
- быстрое изготовление (можно использовать для массового производства)
- легко окрашиваемая поверхность (до класса А)
- износоустойчивость поверхности, низкая пористость
- высочайшее качество получаемой поверхности и отличный внешний вид
- изделия не выгорают на солнце и морозоустойчивы
- низкая (почти нулевая) усадка
- высокая термическая и коррозийная стойкость
- химостойкость
- низкое энергопотребление при производстве
- низкий уровень выбросов при производстве
- низкий вес
- низкие эксплуатационные расходы
- длительный срок службы
- возможность вторичной переработки
- высокие прочностные свойства
- высокая скорость отверждения
- низкая стоимость при большом объеме производства.
Технология SMC используется при изготовлении изделий, для которых основными характеристиками являются механическая прочность и высокое качество поверхности в сочетании с легкостью материала.
Сферы применения изделий из SMC:
- Автомобилестроение;
- Электротехника;
- Рельсовый транспорт;
- Водный транспорт;
- Строительство и коммуникационная архитектура;
- Сантехника;
- Спортивные сооружения, инвентарь, бытовая техника и прочие сферы применения.
Трансформаторы
Компания «Лидер-Тюнинг» изготавливает стеклопластиковые корпусы для ООО «Тольяттинский Трансформатор».
Отделка автобусов
Конструкция автобуса ЛиАЗ-5256 была разработана в 1982 году. Недостатки, а также его полная непригодность для работы в режиме городского автобуса усугубили проблемы ЛиАЗ-5256. Только ряд мероприятий проведённых фактически заново возрождённым предприятием ОАО ЛиАЗ позволил ЛиАЗ-5256 вернуться на российский рынок городских автобусов.
Вместе с установкой импортных силовых агрегатов с дизелем Caterpillar-3126 и автоматической КП Voith или ZF, а также с 2005 года установкой газовых двигателей Cummins и кардинально улучшенной антикоррозионной обработкой и окраской кузова переднюю и заднюю маски кузова начали изготавливать из стеклопластика, что также позволило легко обновлять их дизайн.
Именно в этом огромную роль сыграло наше предприятие ООО «Лидер-Тюнинг» при поставке изделий из стеклопластика не только на переднюю и заднюю обшивки, но и внутрь салона на корпусы сидений. Наша компания поставляет стеклопластиковые детали на весь модельный ряд автобусов ОАО ЛиАЗ.
Отделка троллейбусов
Компания «Лидер-Тюнинг» выполнила для троллейбусов «Мегаполис» и «ОПТИМА» передний кузов, задний кузов, бамперы из стеклопластика, стеклопластиковую основу для сидений. Данные модели троллейбусов являются новым поколением городского транспорта, которые выпускаются ОАО «Троллейбусным заводом» города Энгельс Саратовской области. Троллейбусы ТРОЛЗА-5265 «Мегаполис» и ТРОЛЗА-5275-05 «ОПТИМА» отличаются от своих предшественников новым дизайном, принципиально новыми конструктивными решениями и потребительскими свойствами.
Так же нашим предприятием были изготовлены стеклопластиковые детали для троллейбусов серий «Слобода» и троллейбус-автобуса 50-й серии. Данный троллейбус-автобус был представлен на тендере как экологически чистый транспорт для перевозок пассажиров на Олимпиаде 2014г.
Отделка трамваев
Компания «Лидер-Тюнинг» изготавливает внешнюю облицовку и внутреннюю отделку салонов из стеклопластика, для трамваев «Супер-Спектр» 71-403, выпускаемых ФГУП «Уралтрансмаш» в городе Екатеринбурге. «Супер-Спектр» — машина с высоким уровнем надежности, экономичности и комфорта, а стеклопластиковая облицовка нашего производства делает его узнаваемым на улицах городов. Трамваи этой серии успешно эксплуатируются в Москве, Ташкенте, Екатеринбурге, Казани, Самаре, Нижнем Тагиле, Уфе, Ижевске, Краснотурьинске и других городах России.
Отделка вагонов метро
Наша компания изготавливает крупногабаритные изделия из стеклопластика, такие как маски для вагонов метро — «Русич», выпускаемых Мытищинским заводом «Метровагонмаш». На вагоны этой серии постепенно переходит Московский метрополитен. Они экономичнее, вместительнее прежних и благодаря нашим стеклопластиковым изделиям выглядят современнее. Помимо масок наша компания также изготавливает антивандальные сиденья и внутреннюю обшивку вагонов.
Нашим предприятием по заказу ЗАО «Метровагонмаш» была изготовлена стеклопластиковая облицовка подвижного состава «Акварель» под картинную галерею. Этот состав передвигается по Метрополитену, как экскурсионный.
Спорт-клуб «Беркут»






На базе фирмы «Лидер-Тюнинг» с 2003 года работает спортивно-оздоровительный клуб «БЕРКУТ», основной задачей которого является привлечение к занятиям физической культурой и спортом работников предприятия, а также детей и подростков.
Спортивно-оздоровительный клуб «Беркут» состоит из следующих направлений:
- Группа фитнес-аэробики под руководством Ефремовой Натальи Дмитриевны успешно занимается с 2003 года, участвует и побеждает в областных и всероссийских соревнованиях. Так же открылся филиал секции фитнес-аэробики в поселке Красносельском Ульяновской области.
- Секции единоборств: карате (тренер Мокринский Алексей Сергеевич), самбо (тренер Самоченко Генадий Николаевич), дзюдо (тренер Арычков Александр Алексеевич и Самоченко Генадий Николаевич), армреслинга (тренер Кучин Игорь Александрович). Воспитанники секций единоборств принимают участие в показательных выступлениях на городских, областных соревнованиях и мероприятиях.
- Секция силового троебория существует в клубе с 2003 года. Воспитанники этой секции неоднократно становились победителями первенства города, области, призерами России. Их тренер Кучин Игорь Александрович — мастер Международного класса.
- Футбольная команда «Шахтер» занимается под руководством тренера Назаренко Игоря Владимировича, является обладателем кубка города, призёром первенства города.
- Группа, занимающаяся восточными танцами, занимается с 2009 года – преподаватель Майорова Валентина Юрьевна.
Клуб «БЕРКУТ» в 2005 году заключил договор с Олимпийским Комитетом РФ и является членом этого комитета по неолимпийским видам спорта. Также с 2009 года ведется совместная работа с Академией Наук РФ по работе с детьми по месту жительства.
Работа с подрастающим поколением дала хорошие результаты на уровне областных и всероссийских соревнований. Ребята участвовали в ряде крупных всероссийских и международных турнирах. Среди них есть призеры России, а также международных соревнований. Тренерский состав ведет грамотную работу по воспитанию будущих чемпионов.
Восстановление монастыря








Кашпирский Симеоновский Благовещенский монастырь был основан в 1712 году. Место для строительства было поистине сказочным: с трех сторон располагаются возвышенности, покрытые зеленью и благоухающими цветами, а с четвертой — необозримая Волга.
В 1711 году царедворец Семен Константинович Дмитриев построил здесь, на своей крепостной земле, приходскую церковь во имя Благовещения пресвятой Богородицы. Отец Семена Дмитриева был стольником и служил при царях Алексее Михайловиче, Федоре Иоанновиче, Иоанне и Петре Алексеевичах. По отцу С. К. Дмитриев был прадедом писателя и министра юстиции И. И. Дмитриева, а по мачехе — историографа Н. М. Карамзина. В 1712 году, переменив намерения, он основал при церкви Благовещенский монастырь. Вместо первой деревянной церкви он построил каменную во имя Благовещения пресвятой Богородицы с приделами Богоявления Господня (отчего монастырь иногда писался Кашпирский Богоявленский) и св. Иоанна Богослова. Вокруг монастыря была каменная ограда длиной 154 метра. На ней над святыми воротами — каменная колокольня, без главы, с 4-мя колоколами. При монастыре был скотный двор с одной лошадью и двумя коровами, хлебный амбар.
В монастыре были четыре деревянные братские кельи, стоявшие среди вишневых и яблоневых садов, и одна настоятельская келья. Настоятелем тогда был игумен, но впоследствии это были иеромонах Ипполит (1758 год), иеромонах Амвросий (1761-1764 год). На пропитание монашествующих были выделены крепостные крестьяне. Они жили за монастырскими воротами в слободке. Это было 10 крестьянских дворов, в которых жили 17 человек. Они пахали, сеяли и собирали рожь, косили сено, заготавливали дрова по 100 возов в год. Все это было оброчным платежом.
Во второй половине ХХ века здание Храма было разрушено, до наших дней сохранились частично стены и свод крыши, часть более поздней росписи.
В 2006 году по благословению Архиепископа Самарского и Сызранского Преосвященнейшего Сергия было начато восстановление памятника истории и культуры Кашпирского Симеоновского Благовещенского монастыря. В 2007 году на восстановлении монастыря велись подготовительные работы, убирались горы мусора, оставшиеся после разрушения Храма. Согласовывалась документация. В октябре 2006 года Министерство культуры и молодежной политики Самарской области выдало плановое (реставрационное) задание №24-06/236 на разработку научно-проектной документации и проведение ремонтно-реставрационных работ. В том же году Сызранский районный филиал ГУП ЦТИ изготовил и выдал технический паспорт, Поволжское управление Федеральной службы по надзору за соблюдением законодательства в сфере массовых коммуникаций и охране культурного (Росохранкультура) выдало Разрешение за №121 на производство работ по сохранению объектов культурного наследия.
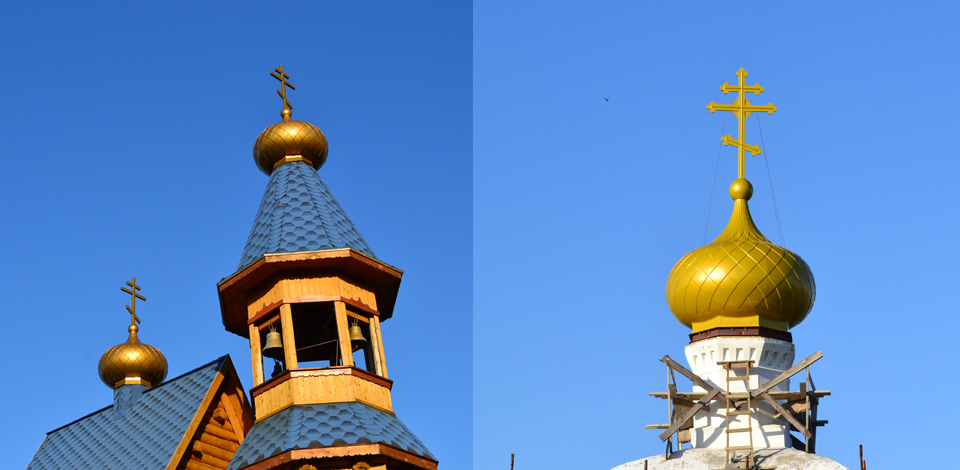
В 2007-2008 гг. рядом с разрушенным кирпичным зданием Храма построили небольшую деревянную церковь. А на прилегающей территории было заложено и начало возводиться еще несколько зданий. Из Воронежа были доставлены отлитые по специальному заказу колокола. К этому времени ООО «Лидер-Тюнинг» изготовило стеклопластиковые купола и кресты. 19 июня 2008 г. состоялось освящение куполов, крестов и колоколов, позже они были установлены. ООО «Левша» изготовили для Храма кованые подсвечники, паникадило, элементы внутреннего убранства. В 2008 году саратовские художники под руководством известного художника-иконописца Игоря Шимакина установили в новом Храме иконостас.
В настоящее время продолжается строительство и ведутся отделочные работы колокольни, келий для монахов, трапезной (на первом ее этаже расположится склад для хранения продуктов), гостиницы на пять номеров, архиерейского дома и бани. А чуть дальше от основных построек спроектированы участки для строительства монастырской теплицы, овощехранилища, омшаника (утепленного помещения для зимовки пчел) и купели. В дальнейшем планируется оградить стеной всю будущую обитель, церковную лавку, въездные ворота, обустроить кладбище, провести электричество, сделать причал на берегу Волги, чтобы у Благовещенского монастыря, как в глубокой древности, могли останавливаться большие и малые суда.